






Industrie:
Verpackung
Der Alptraum eines jeden Herstellers ist ein Maschinenstillstand. Schlimmer noch, wenn dieser nicht innerhalb von kürzester Zeit behoben werden kann.
Als der niederländische Sondermaschinenbauer Smart Automation von einem der weltweit führenden Druckerpatronenhersteller beauftragt wurde, eine Maschine zu entwickeln, die die Verpackung verschiedenster Arten von Druckerpatronen vollautomatisiert, galt es daher eine extrem widerstandsfähige und langlebige Zelle zu bauen.
Eine der wesentlichen Herausforderungen war es, ein Führungssystem zu finden, das bedenkenlos ins Innerste ihrer neuen Zelle verbaut werden konnte, mit der Gewissheit, dass das System einige Jahre ohne Wartung und ohne Probleme laufen würde. Einfach gestaltete sich die Suche nicht. Die Maschinenbauer von Smart Automation schauten sich eine Reihe an Herstellern an, bevor sie sich schließlich für das britische Familienunternehmen HepcoMotion entschieden. Das Unternehmen ist einer der führenden Hersteller im Bereich der Linearführungssysteme. „Uns haben Qualität und Preis überzeugt“, so Roland Mulder, der das Projekt für Smart Automation als Projektmanager betreute.
Hochkomplex
Denn was zuerst einfach erscheint – das Verpacken von Druckerpatronen – entpuppte sich als ein hochkomplexer Vorgang: Der Hersteller wollte eine Maschine, die mit sechs Standardrezepten für Verpackungsformate und Inhalten, inklusive vier verschiedener Kombinationen der Druckerpatronen, klarkommen würde. Außerdem sollten es möglich sein, zwischen den Rezepten innerhalb von fünf Minuten zu wechseln. „So viele Anforderungen in einer Zelle zusammenzubringen, war in dieser Komplexität auch für uns eine besondere Herausforderung“ erklärt der gelernte Maschinenbauingenieur.
Bis dato hatte der Druckerpatronenhersteller für jedes Rezept eine eigene Maschine im Einsatz. Dies war zeitlich und in Bezug auf Arbeitsaufwand nicht optimal. „
Doch Smart Automation schaffte es, durch die kreative Verbindung vieler moderner Technologien dieser Herausforderung gerecht zu werden. Sogar ein alter Maschinenrahmen konnte für die Zelle wiederverwertet werden. „Wir haben viel durch das Projekt gelernt und natürlich gibt es einige Aspekte, die wir jetzt anders machen würden. Aber insgesamt sind wir sehr zufrieden mit dem Ergebnis“, so, der Niederländer, der seit September 2016 bei Smart Automation arbeitet.

Auf vier Laufbändern, je eins pro Farbe, werden die Farbpatronen Schwarz, Cyran, Gelb und Blau über je einen Sortierer pro Laufband der Zelle zugeführt, wo die verschiedenen Arbeitsschritte zur Befüllung der Schalen vorgenommen werden. Hier nehmen vier Roboter jeweils zwei Reihen a vier bis neun Patronen auf und platzieren diese entsprechend der durch das Rezept vorgegeben Anordnung auf zwei parallellaufenden Transportschienen. Vier hintereinanderliegende, von Smart Automation speziell konstruierte, Greifer nehmen sodann pro Sekunde je zwei Patronen auf und positionieren diese in der auf dem Laufsystem befindlichen Schale.
Während dieses Ladevorgangs stellt ein digitaler Barcode Scan sicher, dass die richtigen Farben in der richtigen Schale landen. Pro Sekunde nehmen die Greifer jeweils zwei Druckpatronen auf und setzen diese je nach Rezept in die Schale. Insgesamt werden so 480 Patronen pro Minute verarbeitet.
Die gewünschte Flexibilität in Bezug auf die schnelle Umstellung von Rezepten wird durch die Verwendung eines linearen Transportsystems von Beckhoff, dem eXtended Transport System (XTS), und dem speziell auf das XTS angepassten Linearführungssystem von HepcoMotion, dem Hepco GfX 1-Track System, ermöglicht. Beim Beckhoff XTS werden die Mover (Hepcos drei- Lager V-Führung inklusive Antrieb) individuell über eine Software gesteuert.
Herausforderung: Schieben
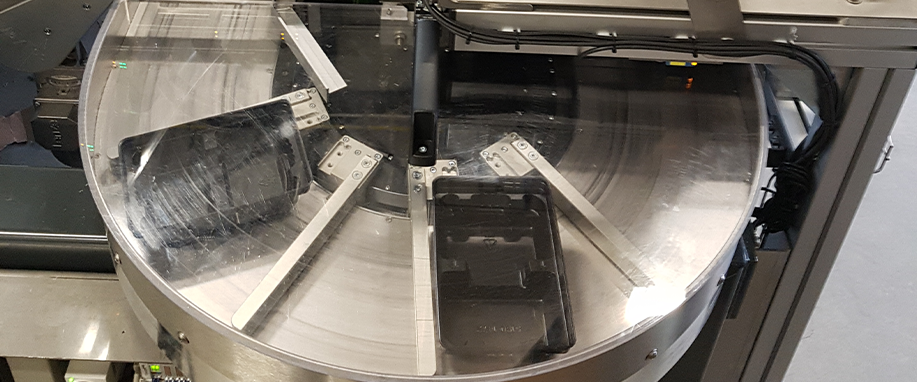
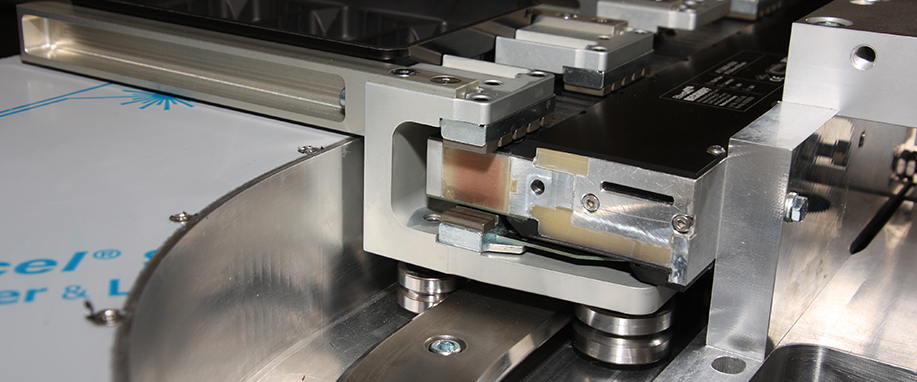
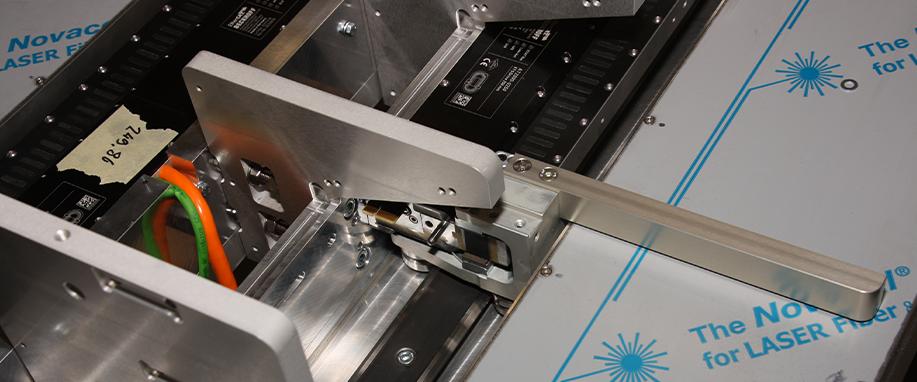
Insgesamt kam das System auf eine Gesamtlänge von fünf Metern, auf der insgesamt 32 Mover verfahren werden. Zwei gerade Linearführungen sind dazu mit zwei klothoiden Endsegmenten verbaut. Ungewöhnlicherweise werden bei dieser Konstruktion die Schalen nicht von einer auf die Mover montierten Trägerplatte transportiert, sondern direkt auf der Basisplatte positioniert und dann mittels auf die Mover aufmontierter Finger von Arbeitsschritt zu Arbeitsschritt geschoben.
Um diese Konstruktion zu ermöglichen, wurde die Führungsschiene an der Innenseite der Basisplatte angebracht. Dadurch wurde natürlich der Zugang zur Führungsschiene samt den drei-Lager V-Führungen schwierig, was erklärt, warum es für Smart Automation so wichtig war, dass das System lange ohne Nachjustierung und Wartung auskommen würde. Um dies zu garantieren, wurde eine automatische Schmieranlage in das GfX System integriert. Wichtiger noch aber war es, sicherzustellen, dass die drei-Lager V-Führungen über einen möglichst langen Zeitraum keiner Nachjustierung bedürfen würden. „Durch die langen Finger ist der Schwerpunkt relativ weit vom Mover entfernt und damit wird die Momentkraft in Kombination mit der Geschwindigkeit der Mover zu einer großen Herausforderung für die Lebensdauer der Führungen“, erklärt Mulder.
„Für uns bedeutete dies, dass wir unsere Berechnungen in Bezug auf die Leistungsfähigkeit und Lebensdauer unserer Führungen anpassen mussten, um korrekte Voraussagen in Bezug auf die Lebensdauer treffen zu können,“ ergänzt Jason Cox, Technical Manager im Verkauf bei HepcoMotion, der das Projekt damals betreute.
Entgegen den Erwartungen
So gab es über ein paar Montage hinweg eine Art Standleitung zwischen den niederländischen Maschinenbauern und der technischen Abteilung von Hepco in Großbritannien. „Um die maximale Lebensdauer vorausplanen zu können, haben wir eine Reihe von unterschiedlichen Bewegungsprofilen getestet und dann auch die Basisplatte in enger Absprache mit SmartAutomation konstruiert “ so der Brite. „Normalerweise würden wir die Beschleunigung verringern, um die Lebenszeit unserer V-Führungen zu verlängern, aber das ungewöhnliche Design der Anwendung und die häufigen Start/Stopp Bewegungen bedeuteten, dass wir hier umdenken mussten,“ erklärt Cox. Die Lösung lag schließlich darin, die Beschleunigung zu maximieren und die Höchstgeschwindigkeit zu reduzieren. Die Reduzierung der Höchstgeschwindigkeit sorgte in diesem Fall für ein Verringern der Zentrifugalkräfte, was wiederrum die Lebenszeit der V-Führungen verlängerte. So kam man im Endeffekt bei einer Last von 0,293kg und trotz der relativ großen Länge der Finger, immerhin 52mm, auf eine Geschwindigkeit von 2.13m/s. „Hepco strebte anfangs zwar eine 10-Jährige garantierte Lebensdauer seiner V-Führungen an, musste sich im Endeffekt aber bei der großen Momentbelastung, die auf das System wirkt, mit fünf Jahren zufriedengeben. Das war für uns jedoch völlig ausreichend“, erklärt Mulder.
Wenig überraschend ist, dass die Entwicklung der Maschine insgesamt 18 Monate gedauert hat. Durchaus etwas länger als sonst.
“Aber für mich ist Zeit nicht der wichtigste Faktor, sondern eben die Qualität und die Garantie das es dann funktioniert. Hepco hat sein System erst freigegeben, als das Unternehmen vom einwandfreien Funktionieren überzeugt war und das war für mich das Wichtigste. Seit einem Jahr nun ist die Maschine beim Endanwender und funktioniert zu deren vollster Zufriedenheit.”
Für Sie empfohlen





Kontaktieren Sie uns
Telefon +49 (0) 9128 9271 0
E-Mail [email protected]
Adresse
Schwarzenbrucker Str. 1
90537 Feucht
Deutschland
Kontaktformular