




Industrie:
Industrie Cosmétique
Ce qui singularise avant tout l’industrie cosmétique, ce sont des lots de production relativement réduit et une très forte concurrence. Afin de perdurer dans ce secteur, les fabricants doivent atteindre un rendement optimal, et ce en tirant parti de méthodes de production plus flexibles. Seules l’ingénierie de pointe et les techniques d’entraînement et de contrôle les plus modernes jouent un rôle central dans la réalisation de cet objectif.
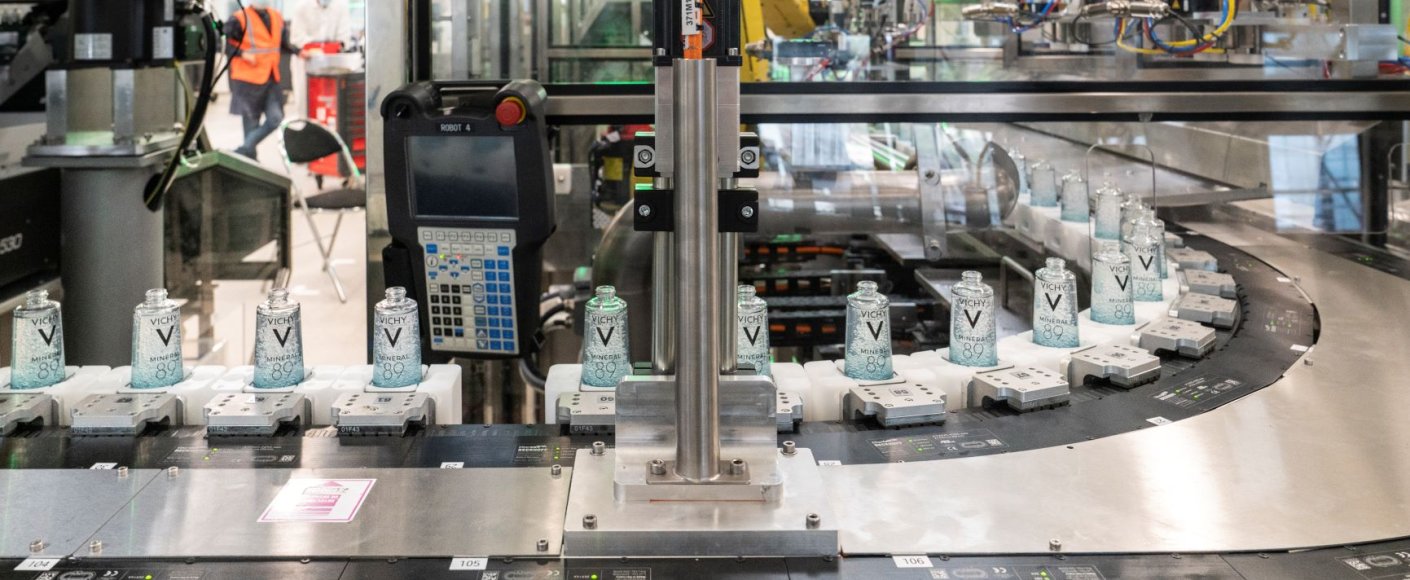
Le fabricant français SECAD, spécialisé dans la conception de machines spéciales, affirme que : “La performance d’un système n’est pas la somme des performances de ses équipements mais le produit de leur interaction”. L’entreprise sait de quoi elle parle puisqu’elle conçoit régulièrement des machines pour les grands noms de l’industrie cosmétique. “Chaque nouveau projet apporte ses propres défis” déclare Kevin Gomes, ingénieur en génie mécanique dans cette société implantée dans le nord de l’hexagone. Pour ce projet pour L’Oréal, le numéro un mondial dans le secteur de la cosmétique, SECAD avait pour mission de fusionner six équipements de production distincts dont le dépilage, le remplissage et l’étiquetage des flacons cosmétiques en une seule ligne de production.

Un défi supplémentaire était de réduire de manière significative les temps de production. La manipulation de produits de petite taille, légers et fragiles, comme par exemple le remplissage et l’étiquetage des produits cosmétiques et pharmaceutiques, requiert des machines spéciales.
Traditionnellement, les convoyeurs à courroie équipés de ‘godets de manutention’ sont utilisés pour acheminer ces produits d’un poste de travail au suivant. Le godet assure la stabilité du produit et son positionnement optimal. À première vue, cette solution classique semble être l’option à la fois la plus judicieuse et la plus économique. Cependant, si on y regarde de plus près, on peut y détecter quelques failles.
Avec les méthodes traditionnelles de transport, les postes de travail individuels sont liés les uns aux autres via un réseau de convoyeurs. Il en résulte une large empreinte au sol. Les différentes cellules de travail et leurs connections à plusieurs convoyeurs nécessitent davantage de place qu’un aménagement unique sur lequel l’ensemble des process serait exécuté. De plus, des équipements et des outils supplémentaires sont nécessaires pour recueillir les godets et les déplacer d’un poste à l’autre. Ces installations doivent être également révisées et entretenues, ce qui représente un coût supplémentaire. En ce qui concerne L’Oréal, plusieurs zones d’accumulation étaient requises pour effectuer le transport des godets d’un système à l’autre. Un autre paramètre à prendre en compte dans une telle configuration est le nombre important de godets nécessaires pour atteindre une cadence de production satisfaisante et permettre un fonctionnement continu malgré des temps de traitement variés. L’Oréal utilisait un total de 300 godets dans son installation initiale. Dans la nouvelle configuration, ce taux a pu être réduit de 76% avec seulement un total 70 godets, tandis que dans le même temps la productivité s’est accrue.
“D’appréciables économies d’échelle ont pu être réalisées juste en réduisant le nombre de godets dans le système”
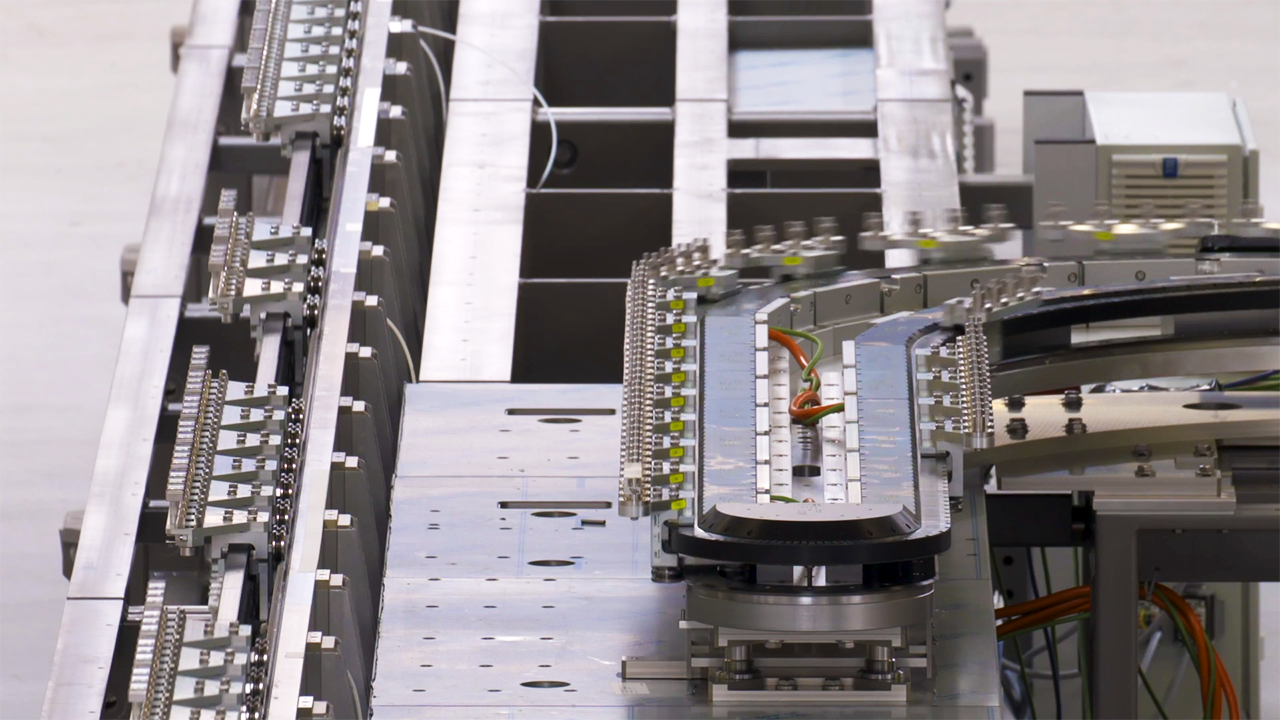
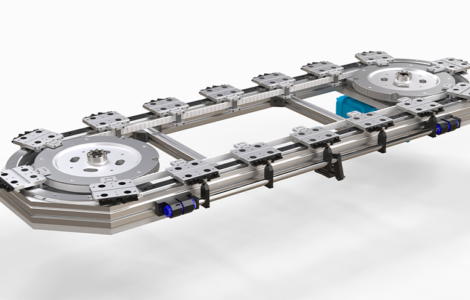
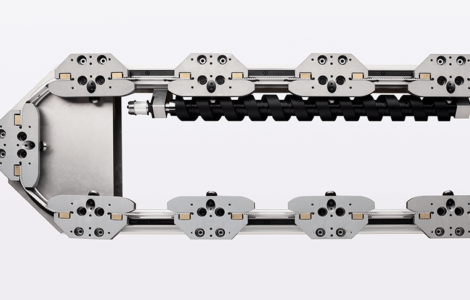
Ces gains d’efficience ont pu être accomplis grâce au système de transfert XTS (eXtended Transport System) qui allie la technologie du moteur linéaire Beckhoff au système de guidage linéaire d’HepcoMotion. Dans un tel système, chaque chariot, appelé mover, supporte un godet et son déplacement est contrôlé individuellement. Un mover est un système d’entraînement numérique monté sur une sorte de chariot métallique en forme de ‘U’ manufacturée par HepcoMotion. Ce montage s’adapte parfaitement aux circuits en acier correspondants, également des produits d’HepcoMotion, sur lesquelles les composants électroniques sont intégrés. Parce que chaque mover est piloté individuellement, le XTS permet d’introduire dans une seule chaîne de production des profils de fonctionnement asynchrones à vitesses élevées. De plus, le contrôle individuel exercé sur les movers par le logiciel rend possible l’ajout de postes de travail ou le changement de format du produit à transporter dans un délai très court.

En adoptant le XTS, SECAD a pu atteindre une vitesse maximale de 4 m/s avec une accélération de 40 m/s².
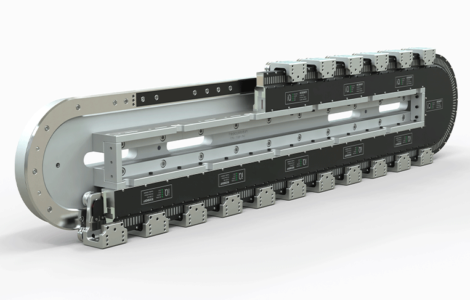
Pour obtenir une durée de vie voulue supérieure à cinq ans sur un système fonctionnant huit heures par jour, six jours par semaine et manipulant une charge utile de 800g, un circuit de guidage modulaire GFX 1-Track Lite a été associé au système d’entraînement XTS Beckhoff. Le système GFX, entièrement modulable, se compose d’un circuit de guidage avec des sections de trajectoire clothoïdes. Les tronçons clothoïdes garantissent aux movers une trajectoire optimale alors qu’ils parcourent des courbes à 180°. Le système comprend des rails de guidage rectifiés et les movers allégés à trois galets brevetés par HepcoMotion, lesquels assurent une absence de jeu de même dans les courbes. La précision des rails droits et courbes est identique, ce qui permet aux systèmes de guidage d’HepcoMotion, tels que le GFX 1-Trak Lite mais aussi le circuit curviligne PRT2, de se distinguer des systèmes concurrents. Les installations en forme de “L” permettent d’économiser de l’espace par le rajout de multiples postes de travail le long d’une chaîne de production.

Un système de guidage mécanique robuste capable de supporter les contraintes et forces appliquées au système générées par des accélérations élevées et des profils de mouvement marche/arrêt est essentiel. Dans l’application présente, le circuit de guidage est implanté au cœur de l’installation. Par conséquent, il est crucial que l’entretien du système soit minimal. Le système GFX Hepco offre la fiabilité requise pour cela, avec des galets excentriques qui peuvent être réglés pour ajuster la précharge du système, et un tronçon de circuit démontable pour faciliter le retrait et le remplacement des movers si nécessaire.
SECAD a conçu un système comprenant 70 movers pour remplacer l’installation originale. Les modules du moteur linéaire Beckhoff sont fixés sur le système, avec des aimants montés sur chaque mover pour fournir l’entraînement. Un codeur transmet en permanence la position du mover au module moteur. Dans le système SECAD, toutes les opérations de traitement sont exécutées sur le même côté de l’installation, donnant ainsi la possibilité de rajouter ultérieurement des étapes de production supplémentaires sur la partie opposée du circuit.
“Grâce à l’alliance optimale du système XTS de Beckhoff avec le GFX Hepco, nous avons réussi à atteindre nos objectifs, soit une productivité considérablement accrue, une flexibilité optimisée et, enfin et surtout, la conception d’une installation beaucoup plus silencieuse.”
Recommandé pour vous





Nous contacter
E-mail [email protected]
Adresse postale
HepcoMotion France
64 chemin de la Chapelle Saint Antoine
95300 ENNERY
France
Formulaire de Contact