

Industry:
Printing
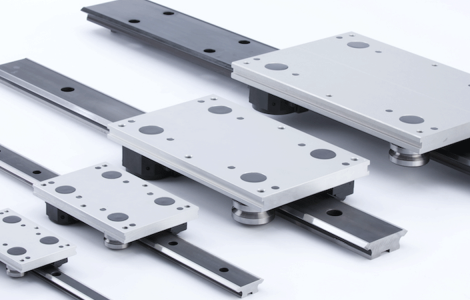
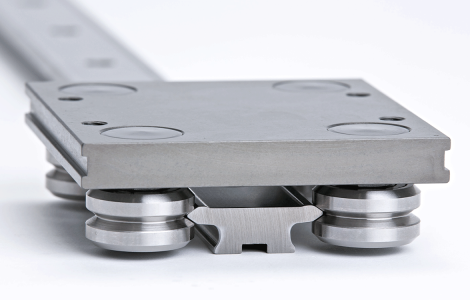
Product: GV3 – Linear Guide System
In early 2015 an East German StartUp, AIM3D set out to revolutionise the 3D printing world by creating a 3D printing machine that would offer the potential to eventually become a standard tool on every workbench. One unexpected challenge in this quest to develop a flexible and economically efficient 3D printing machine was finding a suitable provider of a high quality linear guidance system that would fit their needs.
The founders of AIM3D GmbH, all from the University of Rostock in Germany´s East Coast aimed to drastically reduce the cost of the additive manufacturing of metal parts. In their experience, the widespread use of additive manufacturing had so far failed because of high material and machine costs. Still today, many 3D printers only accommodate a single material and often rely on expensive materials for printing. “It was our ambition to create ´the´ machine tool of the 21st century that has a place in any company, much like a lathe or milling centre in the 19th century,” says Robert Radon, Head of Development Mechatronics.

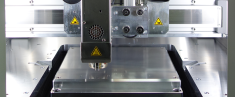
When the team around AIM3D started building the first prototypes of its 3D printer, the ExAM 255, they were convinced that finding suitable linear guides for their requirements would be straightforward – it did not seem an extraordinarily complex task. However, it soon became apparent that this was not the case “To make the printing process as accurate as possible, it is crucial that the two print heads are perfectly aligned, even at fast speeds. In order to avoid shock during printing, the support of the print bed must also be constructed so that it is completely stable”, explains Rene Zielke, who is Head of plant development.
“In addition, since the mechanism for raising and lowering the print heads is such a visible interface between the user and machine, it was important to us that the linear guide looked and felt high-quality,” adds Zielke who was involved in the printer´s development right from the start. While the AIM3D engineers aimed at drastically reducing the cost of additive manufacturing, they did not want to do so by compromising on quality. However, finding this combination of features at an acceptable price proved more challenging than expected. They looked at a number of providers for linear solution guidance systems but nothing quite satisfied their high demands until they came across HepcoMotion. HepcoMotion specialises in high quality linear solutions and automation components and, celebrating its fifty-year anniversary this year, has gained a reputation for its high-end products, which require little maintenance and guarantee absolute precision.
High-end engineering
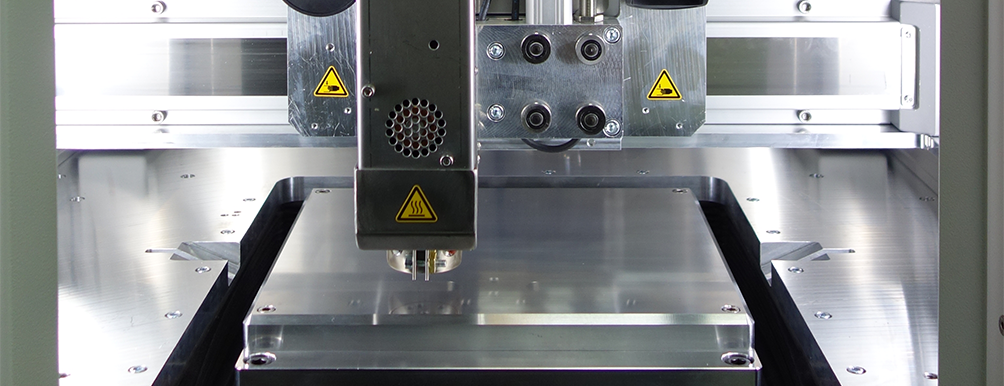
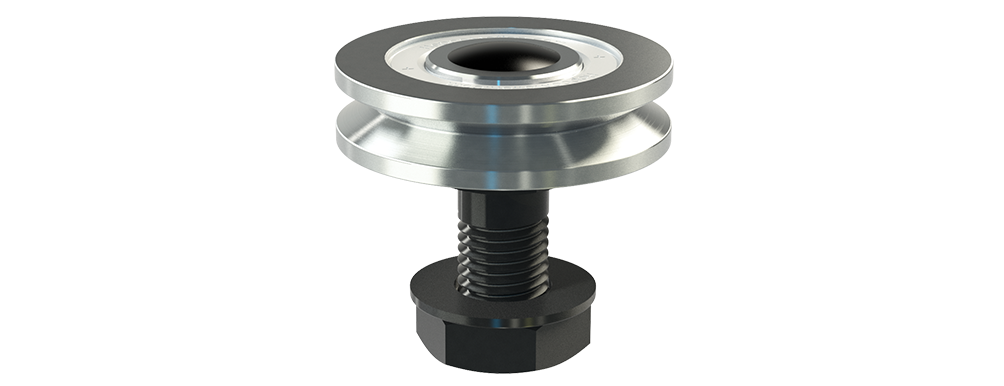
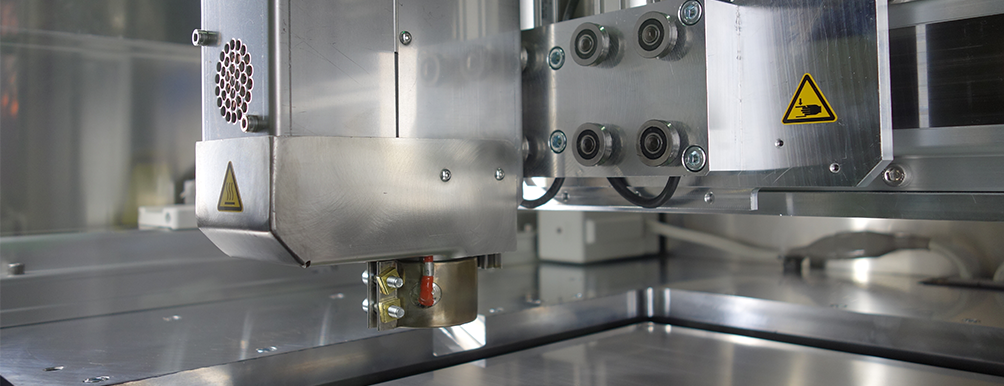
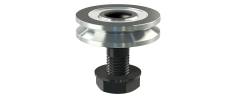
Mark Völkers, Sales Representative from HepcoMotion, advised the AIM3D team on the most appropriate products for their application: “There was not much space in the printer and the guides are subjected to considerable loads under high acceleration whilst still needing to work reliably and accurately. Here, Hepco’s slimline bearings and the NV20 slide from our GV3 linear guide system was the best solution,” explains Völkers.

HepcoMotion’s slimline bearings are directly mounted to the two changeable printer heads, and along with HepcoMotion’s NV20 slides, they ensure that the printer head is moved up and down at a speed of 2.5 m/s with absolute precision. The x-y movement is achieved by three ball screws; two on the x-axis and one on the y-axis. The Z movement for the print happens via two ball screws. The ExAm 255 uses two print heads in order to easily deal with possible material changes. During the printing process, the second print head that is not being used, is constantly being lifted by 10mm so it does not collide with the object to be printed.
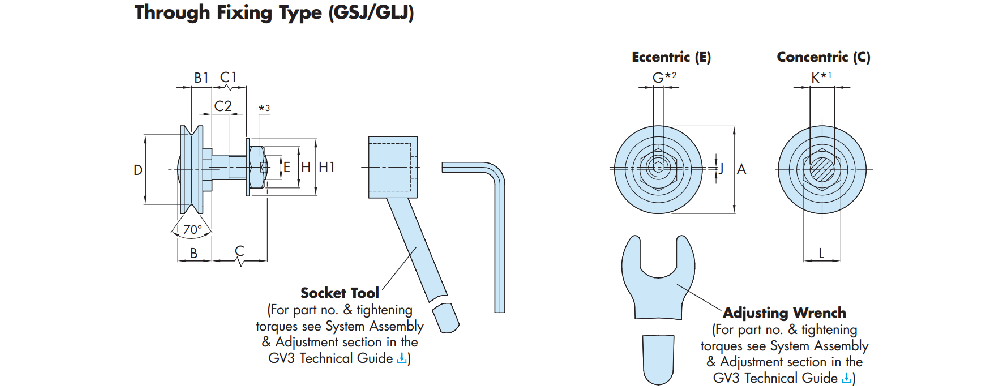
One important benefit of the GV3 range of linear expert HepcoMotion is the ability to readjust the bearings and therefore to remove play that develops from wear over the life of the product. “So instead of having to dismantle and change the linear guide and the bearing you can simply readjust our bearing which is obviously much more time efficient and low cost,” adds Völkers. “The ability to adjust and readjust was extremely important for us since even the smallest deviations in the range of microns are unacceptable in the end product,” adds Zielke.

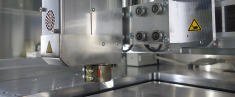
The GV3’s self-cleaning action, was also an important feature in this environment where dirt and debris are a constant presence.

Thanks to the specific shape of the V guides, dirt particles are constantly being pushed away through the movement of the bearings during the print process. This self-cleaning feature ensures a long system life even in dirty environments like the printing process. “Ultimately, we were quite simply convinced by Hepco’s products; both the quality and product features were right. We also found it very helpful to be provided with a sample we could experiment with, something we did not expect as we are not yet a bulk buyer,” says Zielke, explaining the decision to use Hepco’s GV3 system.
Set to go
It took two years of development work to complete the ExAM255 but now AIM3D GmbH are ready to move into serial production and are awaiting the patent for their CEM E-1 Extruder print heads. The printer can process almost any injection-moulded granulate up to a diameter of 3mm. “The really special thing about the E-1 Extruder is that the customer does not have to purchase expensive polymer filaments or metal powders,” explains Mr Radon, who worked as a research assistant at the University before founding the company. The ability to use standard injection granules makes the process a lot less expensive. Additionally, the same material can be used for prototypes and final manufacture, making the transition from prototype to finished product more economical and faster for the end user. “In my opinion, we are the only company so far to have developed such a universally employable 3D printer. Although there are a few that work with polymer granules, they do not offer choice in the range of materials and this is a unique feature of our system,” explains Zielke.

A notable feature of AIM3D’s printer is the separation of shape and fusion during the printing process. During printing, only the thermoplastic carrier material is fused to give a component its shape. Following this, the component may be reworked before the actual sintering process. This in turn reduces tooling and machining costs during post-processing. The binding material is then removed from the thermoplastic carrier (in a two-stage process) and finally sintered in an oven thus creating the final product.
The prototypes have been well received, particularly from the automotive industry where glass-fibre filled plastics are commonly used. In this industry, margins are low and there is a constant need to adapt. Here we have a 3D printer that no longer relies on its own ecosystem, but works with readily available, standardised materials and tools, bringing the potential to significantly reduce the costs of additive manufacturing. A central part of the system, Hepco’s GV3 has been working well for over a year in the prototypes and Hepco will remain AIM3D´s supplier of choice when it comes to linear guide systems.
“Ultimately, we were quite simply convinced by Hepco’s products; both the quality and product features were right. We also found it very helpful to be provided with a sample we could experiment with, something we did not expect as we are not yet a bulk buyer.”
Recommended for you







Contact us
Tel Sales Enquiries +44 (0)1884 257000 General Enquiries +44 (0)1884 243400
Email [email protected]
Address
HepcoMotion Head Office
Lower Moor Business Park
Tiverton Way
Tiverton
Devon, EX16 6TG
Contact Form