
Industry:
Packaging
Product: PRT2 – Precision Track Systems
Silk screen printing machines require a high product throughput and utmost reliability, qualities becoming increasingly difficult to achieve with this manufacturers old standard machines. Component wear leading to inaccuracies in the printing process were increasing down time to unacceptable levels.
Tasked with upgrading the old design, these German designers saw how a standard PRT2 track system could solve all their problems. The process involved moving cups or mugs under print heads at a steady feed rate maintaining accurate positioning. The machine throughput was hampered by a slow lifting system used to return the carriages at the end of the travel. In turn carriages were then not always in the right position quick enough for the printing process.

Solution

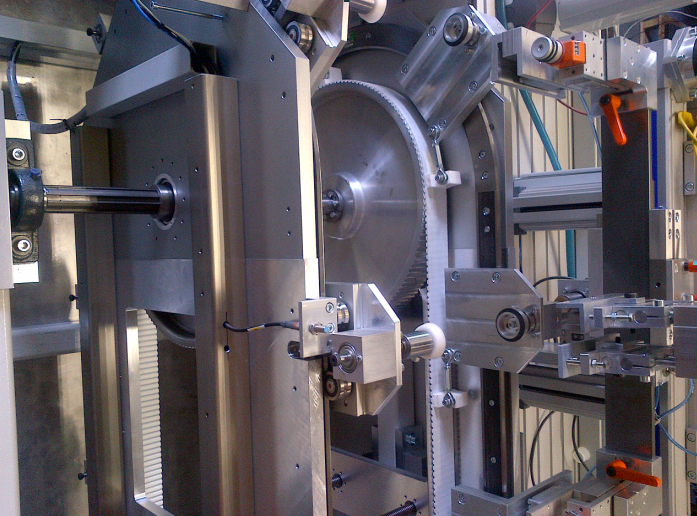
The productivity improvements sought were achieved by linking two PRT2 track systems using a common drive, hence effectively doubling capacity. Each track system had 18 carriages that were traversed under the printing heads. The cups or mugs being printed, located on the carriages, were released at the end of the track with new cups being added.
The carriages were belt driven around the circuit and this enabled the rapid return of the carriages to the top of the track ready for the new cups to be printed. To minimise design time standard drive and idler pulleys were used from the Hepco DTS driven track system with a custom made method for fixing the belt to the carriages.
Scope of Supply
2 x TR44-612 track systems x 3600mm long each with 18 carriages FCC44-612 LBDRNS CKH. 4 x DTS pulleys, 2 drive, 2 idler.
Result
A far more efficient and accurate machine with much improved throughput due to the linking of two track systems and the removal of the lift system. PRT2 enables continuous motion to be achieved with any number of carriages moving at a constant rate with no delay at the ends. The inherent precision of the ground track system ensured a consistent alignment of the carriages to the printing heads.
Recommended for you






Related Products

Contact us
Tel Sales Enquiries +44 (0)1884 257000 General Enquiries +44 (0)1884 243400
Email [email protected]
Address
HepcoMotion Head Office
Lower Moor Business Park
Tiverton Way
Tiverton
Devon, EX16 6TG
Contact Form