

Industry:
Mechanical Handling
Can a robot move distances which are as small as 100 nanometres? Hard to imagine, considering that a human hair is 700 times thicker. One of Nanosystec’s welding robots shows that it is possible. Behind its precision is a guidance system from linear motion specialist HepcoMotion.
Every day billions of people communicate by email and telephone. All over the world data is usually transmitted at the speed of light using fibre optics – a concept which is now familiar. Less familiar on the other hand are E/O converters. These components, the size of sugar cubes, make data transmission possible by using laser diodes to convert a telephone microphone’s electromagnetic pulses into optical pulses and dispatching them into the fibre optics. Their manufacture is a small masterpiece of precision welding. This requires special devices which are only designed by a small number of manufacturers around the world. And Nanosystec is among them. The company is based in Groß-Umstadt near Frankfurt am Main and has developed a welding robot called NanoWeld which is marketed mainly in the USA and the Far East.
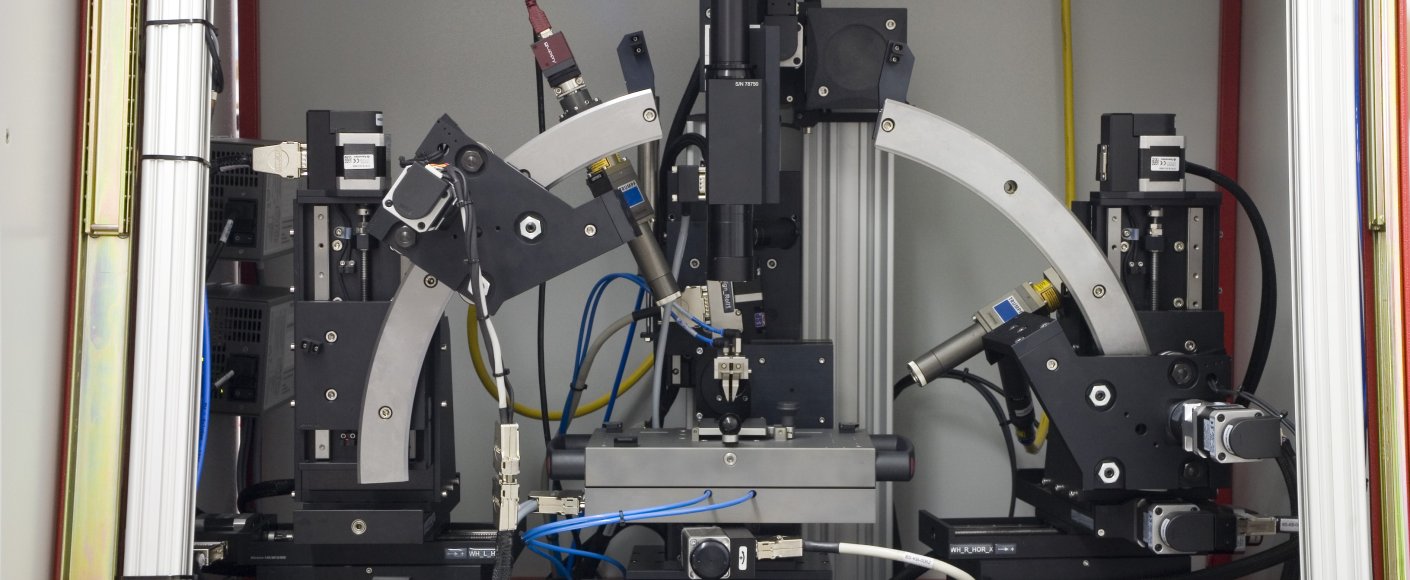
High-precision alignment: robots can move distances of just 100 nanometres

In the centre of the device is an adjustable load plate which aligns diode lasers and fibre optics accurately with each other. As the fibre optics have a diameter of just ten micrometres and the diode laser must hit a target exactly in the centre, this involves movement in the 100 nanometre (nm) range. By way of comparison: in a piece of metal 1 nm is more or less equivalent to the length of a row of four atoms. Put another way: a human hair is some 700 times thicker than 100 nm.
As soon as fine alignment has taken place two laser welding heads are brought into play which fix the fibre optics, encased in a metal sleeve, in place with a weld seam from two sides. Here too, precision plays a key role. “One of the challenges for the NanoWeld concept was to identify a control system in the supplier market in which lasers can be relied on to move within a range of 10%,” according to Gunter Hummelt, Technical Director at Nanosystec. “In order to save space and build a more compact device we didn’t want to work with an X-Y system but with a circular track system”.
Lasers move on HepcoMotion control systems
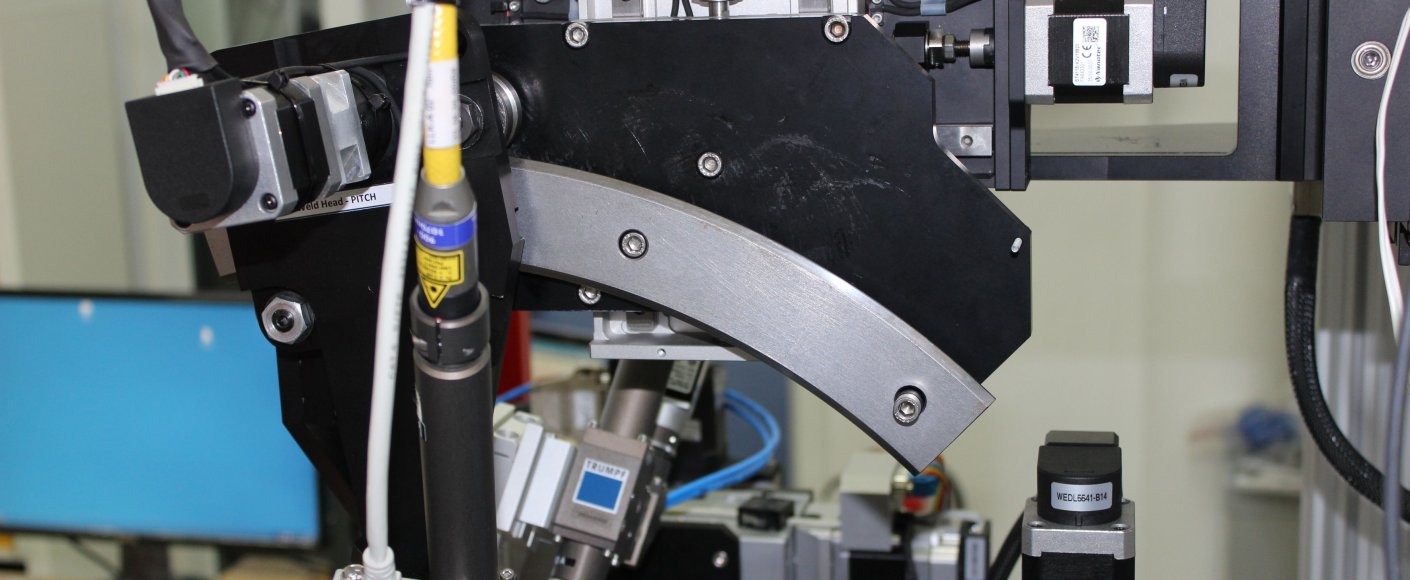
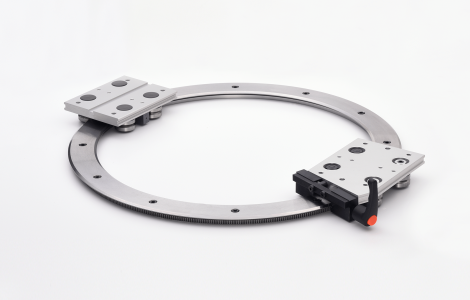
Hummelt turned to linear motion specialist HepcoMotion and its PRT2 ring guides and ring segments. This system comprises of a spectrum of rings and ring segments which are also available in high-grade steel, with a variety of diameters, which can be combined with straight guide rails to form a number of open and closed sections of track. The NanoWeld system uses four ring elements: two 90-degree segments with a width of 44 mm which project above the load plate, and two further 90-degree segments with a width of 76 mm on the base.

Nanosystec has developed a special carriage for the rail system on which the lasers can travel. Here another component of the PRT2 system is put to use – featuring V guide technology, the bearings are arranged concentrically and eccentrically on the carriage. These wheels engage from above and below with the induction-hardened and thus wear-resistant V guide of the ring segment. “The rails are ground. The preload of the carriage wheels can be adjusted with precision via the eccentric bearings”, adds Carl-Christian Baumgarten, Consultant Engineer at HepcoMotion. Movement is provided by a HepcoMotion pinion drive which engages with the outer gear and relays the power of the carriage motor to the rail. “This allows the laser welding heads to be folded down from the vertical to an angle of 70 degrees”, explains Hummelt. To allow for positioning in the horizontal as well the engineer can, at the customer’s request, assemble the system on a wider carriage. It travels on a ring segment measuring 76 mm across which is fitted to the base. So even after a long time, precise movement is still possible as V technology only requires small amounts of lubricant to spread over the V guide surfaces to achieve a long and trouble free life.
Control system keeps hazardous weld distortion to a minimum
NanoWeld achieves the optimum precision: a reproducible degree of positioning accuracy of less than 100 nanometres. As Günter Hummelt adds: “If the user wants to weld a variant of a component on a daily basis, the device must be able to adjust the welding angle accurately to 0.1°.” He also explains why the component’s functionality would otherwise be jeopardised: “As soon as welding commences a small molten weld pool with a temperature of some 1,600 degrees is created. When it solidifies there is a risk of weld distortion, which can render the positioning of diode lasers and fibre optics ineffective”. Only the optimum welding angle can then ensure that the distortion is within acceptable tolerances. The advantage of the HepcoMotion system lies in the ease with which the welding angle can be adjusted using the motorised carriage. The profile rails can also carry the welding heads without additional mechanical support.
“The rails are very strong and durable. This gives us a competitive edge in that it reduces the cost of maintaining the system. For us, the HepcoMotion system was the most cost-effective and most reliable solution to the creation of a movement system on a circular track system using laser. Other options had proven to be too big, too complicated and too expensive.”
Recommended for you






Related Products
Contact us
Tel Sales Enquiries +44 (0)1884 257000 General Enquiries +44 (0)1884 243400
Email [email protected]
Address
HepcoMotion Head Office
Lower Moor Business Park
Tiverton Way
Tiverton
Devon, EX16 6TG
Contact Form